

Гондуров С.А.,
Захаров О.Г.
ООО «НТЦ «Механотроника», С-Петербург
Технологический прогон цифровых устройств релейной
защиты
С начала производства цифровых устройств релейной защиты (ЦРЗА) в 1996 году на нашем предприятии был внедрен этап технологического прогона (далее – ТП) - работа изделия перед проведением приёмосдаточных испытаний с целью обнаружения скрытых дефектов. Для усиления негативного влияния внешних воздействую-щих факторов работа изделия на этапе ТП происходит при повышенной температуре окружающей среды.
Для изделий бытового назначения этап ТП регламентирован в стандарте [1]. Обращение к опыту других предприятий показало, что на многие из них в производственный процесс изготовления изделия включен этап технологического прогона [2, 3, 4 и др.].
Для
оценки показателей надежности изделий на этапе ТП[1]
воспользуемся рекомендациям, изложенным
в руководящем документе [7]. При выборе плана испытаний на этапе ТП было
учтено, что продолжительность испытаний T каждого изделия уже задана в технологической
инструкции по выполнению этапа ТП, а объём выборки N - планом выпуска изделий. Поэтому выбор был остановлен на плане
испытаний [NMT], рекомендованном в стандарте [8] для
восстанавливаемых изделий:
|
|
Буквы
в обозначении плана указывают степень и характер восстановления изделия по
время испытаний:
M –
объекты, восстанавливаемые во время испытаний;
N –
объём выборки;
T – время испытаний или наработка.
В
качестве основной экспериментальной исходной информации для оценки показателей
надежности исполь-зуются данные о наработке и отказах изделий, полученные на
этапе ТП.
В
связи с тем, что перед началом испытаний неизвестен закон распределения
отказов, показатель надежности оценивается с помощью непараметрического метода
и непосредственной оценкой показателей надежности. Такая оценка показателей
надежности допустима потому, что все оцениваемые изделия находятся в одинаковых
условиях при проведении этапа ТП, а номенклатура показателей надежности всех
изделий, выпускаемых НТЦ «Механотроника», полностью совпадают.
По результатам наблюдений все проверенные на этапе ТП за этот период изделия были разделены на две большие группы. В первую группу включены блоки типов В и Е, которые отвечают двум требованиям:
- в изделиях не было обнаружено ни одного дефекта в период ТП;
- используются модули, не применяемые в изделиях других типов.
Определим суммарную наработку этих блоков на этапе ТП за прошедший период, учитывая, что через некоторый промежуток времени после начала наблюдений произошло сокращение продолжительности ТП изделий типа Е до 72 часов, а типа В до 48 часов.
Информация по этим блокам сведена в табл. 1, где в числителе приведено количество блоков, проходивших этап ТП в данный промежуток времени. Цифра 0 в знаменателе подчёркивает отсутствие в изделиях дефектов, выявленных на этом этапе.
Таблица
1. Изделия, в которых не было выявлено дефектов во время ТП
|
Изделие |
ТВ Е = 96 часов |
ТВ = 48 часов, ТЕ = 72 часа |
Итого |
|||
|
шт |
ТΣ, час |
шт |
ТΣ, час |
шт |
ТΣ, час |
|
|
В |
300/0 |
28800 |
192/0 |
9216 |
492/0 |
38016 |
|
Е |
36/0 |
3456 |
5/0 |
360 |
41/0 |
3816 |
|
сумма |
336/0 |
32256 |
197/0 |
9576 |
533/0 |
41832 |
Наблюдения за работой изделий на этапе ТП позволяют утверждать, что суммарная наработка на отказ всех изделий типа В составила не менее 38016 часов, что превосходит указанное в технических условиях значение этой величины. За указанный период времени не было выявлено ни одного отказа в этих изделиях.
Из-за небольшой программы выпуска изделий типа Е их суммарная наработка не достигла значения, указанного в технических условиях. Но отказов изделий этого типа также не было выявлено.
Вторая группа составлена из изделий, в которые вошли устройства несколько типов.
Главное отличие изделий, объединенных в эту группу – во время проведения этапа ТП в изделиях был обна-ружен хотя бы один дефект. Информация по количеству изделий и их наработке на этапе ТП сведена в табл. 2[2].
Изделия типов А и Ж собирают из однотипных модулей, поэтому они рассматриваются в данной работе как одно изделие типа АЖ.
Изделия типа Б независимо от исполнения
собирают из однотипных модулей, конструкция которых отлича-ется от модулей,
используемых в изделиях АЖ.
Изделия типа Д отличаются
тем, что в них не применяются модули, используемые в изделиях типов АЖ
и Б.
Таблица 2. Изделия, в которых были выявлены дефекты на этапе ТП
|
Изделие |
ТАЖ = 96 часов |
ТАЖ= 96 часов, ТБД= 72 часа |
Итого |
|||
|
шт |
ТΣ, час |
шт |
ТΣ, час |
шт |
ТΣ, час |
|
|
АЖ |
1670/0 |
160320 |
1047/3 |
100512 |
2717/3 |
260832 |
|
Б |
615/1 |
59040 |
227/1 |
16344 |
842/2 |
75384 |
|
Д |
81/2 |
7776 |
80/1 |
5760 |
161/3 |
13536 |
|
сумма |
2366/3 |
227136 |
1354/5 |
122616 |
3720/8 |
349752 |
Решение
о сокращении продолжительности этапа ТП до 48 часов для изделий типа Б,
В, Д и Е было принято после анализа
всей информации, полученной от потребителей по результатам эксплуатации (см.
также [5, 6] где изложена методика получения и обработки этой информации). В
связи с тем, что одной из задач при контроле этапа ТП было сокращение затрат
времени, оценим экономию, полученную в результате сокращения длительности ТП.
Суммарная
продолжительность пребывания всех 4253 изделий на стенде во время проведения
этапа ТП при стандартной продолжительности прогона составила бы:
Т1
= (533+3720) ● 96 = 408288 ч (1)
Фактически же для ТП этого числа изделий потребовалось (41382 + 349752) = 391134 часа. Таким образом, экономия времени составила:
Э1 = (408288 – 391134) = 17154 ч (2)
За
данный промежуток времени в зависимости от продолжительности ТП можно испытать
не менее:
- 170 изделий (при продолжительности ТП 96 часов);
- 238 изделий (то же, 72 часа);
- 357 изделий (то же, 48 часов).
Согласно данным табл. 2, в изделиях типа АЖ
на этапе ТП за весь период наблюдений выявлено 3 отказа,
в
том числе:
- отказ
модуля пульта;
- отказ
выходного реле;
- дефект
одной из клавиш.
Реле и модуль пульта были заменены на исправные.
Причиной дефекта клавиши (внешнее проявление - устройство не реагировало на
нажатие клавиши) послу-жило попадание влагозащитного покрытия на соединитель,
через который проходит сигнал от клавиши на блок.
Согласно информации, приведенной в табл. 2, суммарная
наработка изделий типа АЖ всех исполнений на этапе ТП, составила:
Т∑1 =
N1 «Тпр = 2717—96 = 260832 ч (3)
При таком значении суммарной наработки Т∑1 интенсивность отказов изделий типа АЖ
составит:
Λ1 = d1/T∑1 = 3/260832 = 0,012«10-3 ч-1 (4)
Средняя наработка на один отказ:
Т 1ср = 260832/3 = 86944 ч (5)
Полученное значение средней наработки на отказ Т 1-1 получилось несколько меньше, чем определенное по результатам эксплуатации (100000 ч).
Процентная доля отказов для изделий типа АЖ всех исполнений, прошедших ТП, равна:
δ1 = d1/N1
= 3/2717 = 0,11% (6)
Суммарная наработка изделий типа Б на
этапе ТП, составила:
Т∑2 = Т∑21 + Т∑22=
59040 + 16344 = 75384 ч (7)
Значение Т∑2 определено так потому, что во время наблюдений произошло сокращение продолжительности ТП для изделий типа Б.
Согласно данным табл. 2, в изделиях типа Б
на этапе ТП за весь период наблюдений выявлено 2 отказа,
в
том числе:
-
непропай вывода трансформатора;
-
неправильная установка конденсатора при ручном монтаже (несоблюдение
полярности).
В связи с выявлением на этапе ТП изделий типа Б только двух отказов, то средняя наработка на отказ составила:
Т 2ср =
75384/2 = 37692 ч (8)
При суммарной наработке Т∑2 интенсивность отказов изделий типа Б:
Λ2 = d2/T∑2 = 2/75384 = 0,027«10-3 ч-1 (9)
Процентная доля отказов для изделий типа Б всех исполнений, прошедших ТП, равна:
δ2 = d2/N2
= 2/842 = 0,24% (10)
Суммарная наработка изделий типа В на этапе ТП составила:
Т∑3 = Т∑31 + Т∑32= 28800 + 9216 = 38016 ч (11)
Отсутствие отказов на этапе ТП не позволяет сделать таких оценок, как это сделано для изделий типов
АЖ и Б. Единственный вывод, который можно сделать – суммарная наработка на отказ изделий типа В не менее 38000 ч.
Суммарная наработка изделий типа Д на этапе ТП:
Т∑4 = Т∑41 + Т∑42= 7776 + 5760 = 13536 ч (12)
Согласно данным табл. 2, в изделиях типа Д
на этапе ТП за весь период наблюдений выявлено 3 отказа,
в
том числе:
- отказ конденсатора;
- отказ дисплея (2 случая);
При таком значении суммарной наработки Т∑2 интенсивность отказов изделий типа Д
составит:
Λ4 = d4/T∑4 = 3/13536 = 0,22«10-3 ч-1 (13)
Средняя наработка на один отказ изделий типа Д составила:
Т 4ср = 13536/3 = 4512 ч (14)
Процентная доля отказов для изделий типа Д всех исполнений, прошедших ТП, равна:
δ4 = d4/N4
= 3/161 = 1,9% (15)
Суммарная наработка изделий типа Е на этапе ТП составила:
Т∑5 = Т∑51 + Т∑52= 3456 + 360 = 3816 ч (16)
Отсутствие отказов изделий типа Е на этапе ТП не позволяет сделать таких оценок, как это сделано выше для изделий типов АЖ, Б и Д.
Единственный вывод, который можно сделать – суммарная наработка на отказ изделий типа Е за период наблюдения составила не менее 3816 ч.
Такое значение наработки обусловлено небольшим количеством изделий данного типа, испытанных на этапе ТП.
Результаты проведенных расчетов сведены в табл. 3
Таблица 3. Некоторые характеристики надежности на этапе ТП
|
Характеристика |
Изделие |
||||
|
АЖ |
Б |
В |
Д |
Е |
|
|
Т∑, ч |
260832 |
75384 |
38016 |
13536 |
3816 |
|
Λ, ч-1 |
0,012—10-3 |
0,027—10-3 |
= |
0,22—10-3 |
= |
|
δ, % |
0,11 |
0,24 |
= |
1,90 |
= |
|
Тср, ч |
86944 |
37692 |
38016 |
4512 |
3816 |
|
d, шт |
3 |
2 |
= |
3 |
= |
По данным, приведенным в табл. 3, построены диаграммы (рис. 1), наглядно иллюстрирующие некоторые характеристики надежности разных изделий. Следует отметить, что небольшая программа выпуска ряда изделий
и отсутствие отказов во время этапа ТП, в особенности изделий типов В и Е, не позволяет произвести оценку некоторых характеристик.
|
|
|
Рис. 1 Расчетные и экспериментальные характеристики для изделий |
Во время наблюдений за изделиями, проходящими этап ТП, особое внимание было уделено определению времени обнаружения дефекта. С этой целью осмотр изделий после установки на стенд ТП в первые сутки
проводился через 1 час после включения, а затем через каждые 2 часа после включения. Во вторые и после-дующие сутки наблюдения проводились каждые 2 часа. Во вторую смену и в выходные дни наблюдения за работой изделий не проводилось.
В результате наблюдения было установлено, что 8 дефектов (см. табл. 3) по времени их выявления от начала этапа ТП распределялись следующим образом:
- 3 дефекта были выявлены через 1 час;
- 2 дефекта были выявлены через 2 часа;
- 2 дефекта были выявлены через 4 часа;
- 1 дефект был выявлен через 30 часов.
Небольшое
количество дефектов и различный их характер не позволяют отнести их к приработочным.
Ведь три дефекта из восьми
вызваны ошибками исполнителей - неправильной установкой элемента,
несоблюдением режима пайки, небрежностью при нанесении влагозащитного
покрытия.
Поэтому определение продолжительности этапа ТП по методикам,
рекомендованным стандартом [1], не проводилось. Новые значения
продолжительности этапа для изделий разных типов были определены на основе
информации, полученной от
эксплуатирующих предприятий [5, 6].
Отсутствие
претензий от эксплуатирующих организаций и дефектов на всех этапах производства
изделий типа В позволило предложить радикальное сокращение
продолжительности их испытаний на этапе ТП до
24 часов.
Из-за
наличия единичных претензий от эксплуатирующих организаций и выявление одного
дефекта после 30 часов испытаний на этапе ТП, было предложено сократить
продолжительность этапа ТП изделий типов Б, Д, Е
до 48 часов.
В
связи со значительным расширением объема производства изделий типа АЖ и
сменой контрагента, по-ставляющего основные модули данных изделий,
продолжительность этапа ТП для оставлена прежней – 96 час.
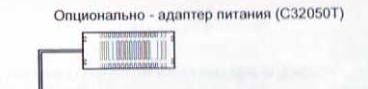
Для обеспечения непрерывного контроля за состоянием изделий, проходящих этап ТП, была разработана и - внедрена программу наблюдения за изделиями, рассчитанную на применение многопортовых интеллектуальных плат RS-232/422, обеспечивающих установку до 128 последовательных портов в один компьютер и не требующих организации сети (рис. 2). Переход на программный контроль блоков, находящихся на стенде ТП, позволяет не только задавать необходимую частоту опроса блока, но и фиксировать результаты опроса, а также хранить их в виде электронного файла, освобождая исполнителя от необходимости вести записи параметров.
|
|
|
|
|
|
||
|
Рис.2 Дополнительное оборудование для стенда ТП |
||
Для того, чтобы не загружать исполнителей вводом сетевого номера блока и не организовывать на стенде ТП сеть АСУ через порты RS-485 или ВОЛС (в зависимости от исполнения блока), на стенде использованы многопортовые интеллектуальные платы RS-232/422 производства Moxa Technologies (рис. 2).
Для исключения записи в память блока сетевого адреса, программа контроля для этапа ТП предусматривает другую процедуру. После установки на стенде ТП блока и подключения соединителя к порту RS-232 в соответствующем окне программы появляется надпись с просьбой ввести заводской номер блока (рис. 3, а).
После введения заводского номера окно изменяется и в нем в строке, соответствующей месту установки блока появляется соответствующая запись (рис. 3, б). Кроме этого, в строке появляется запись о наличии изменения и времени наработки блока после его подключения.
|
а) |
|
|
|
|
|
б) |
|
|
|
Рис. 3 Окно для записи заводского номера блока |
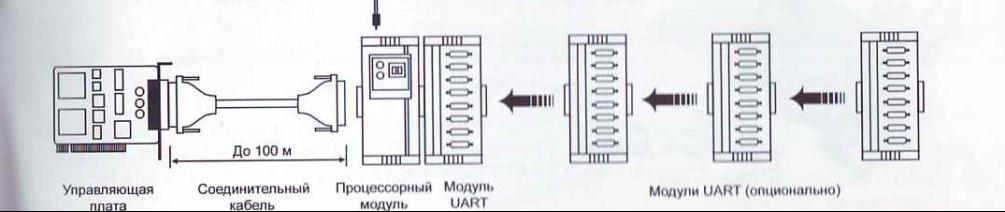
После регистрации заводского номера блока программа организует соответствующую страничку (рис. 4)
на которой содержится информация о блоке – время, показываемое часами блока, накопительная информация, состояние блока, состояние выключателя, положение выключателя, вид управления, информация по состоянию дискретных входов и выходов и др. Здесь же записана информация о переводе блока в режим дистанционного управления.
Для иллюстрации работы программы принудительно перевеем изделие в режим дистанционного
Управления и выдвинем модуль аналоговых сигналов МАС.
После этого в основном окне программы появилась запись о сбое с указанием времени (рис. 4).
|
|
|
Рис. 4 Основное окно программы с информации о появившемся сбое |
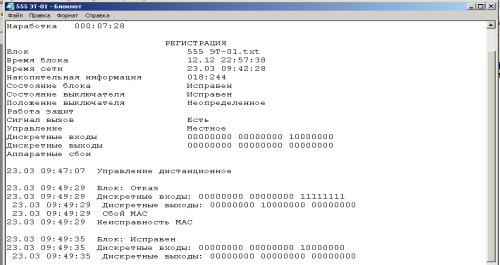
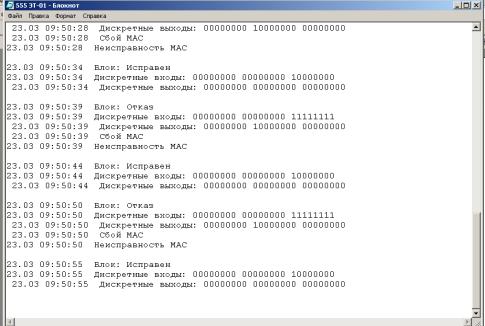
В блокноте при очередном опросе данного блока записывается соответствующая информация об измене-ниях, происшедших в блоке, занимающем позицию 3 на стенде ТП (рис. 5).
|
|
|
Рис. 5 Информация
об изменениях состояния изделия |
После установки модуля МАС на место в блокноте записывается соответствующая информация о новом состоянии блока – блок исправен. Таким образом, если блок снимался со стенда для ремонта отказавшего модуля, то в блокноте будет зафиксирована соответствующая информация без участия исполнителя. Если теперь обратиться к соответствующей странице блока, которую ведет программа контроля изделий на стенде ТП, можно увидеть полный архив записей, зафиксировавший все произошедшие с блоком события (рис. 6)
|
|
|
Рис. 6 Страница в блокноте с информацией о работе блока |
Литература
1. ГОСТ 23502-79. Обеспечение
надежности на этапе производства. Технологический прогон изделий бытового
назначения. М. Издательство стандартов, 1979, 22 с.
2. Сайт НПО ООО
«Автоматика-Д» - http://www.avtomatika-d.omskcity.com/Usluge/mo.htm
3. Сайт ЗАО «4С» - http://www.zao4c.ru/about/
4. Сайт фирмы TREI GMBH® - http://www.trei-gmbh.ru/k5b04.htm
5. Гондуров С.А., Захаров О.Г. Надёжность блоков частотной автоматики БМАЧР в цифрах и фактах// Материал размещен по адресу http://www.elec.ru/articles/nadyozhnost-blokov-chastotnoj-avtomatiki-bmachr/
6. Гондуров С.А., Захаров О.Г. Определение наработки на отказ по результатам эксплуатации.//Вести в электроэнергетике, №1, 2010, С. 22.
7. РД 50-690-89. Руководящий документ по стандартизации. Методические указания. Надежность в технике. Методы оценки показателей надежности по экспериментальным данным. М.: Издательство стандартов, 1991.
8. ГОСТ 27.410-87. Надежность в технике. Методы контроля показателей надежности и планы контрольных испытаний на надежность. М.: Издательство стандартов, 2000
[1] Статистические данные о надежности ЦРЗА в период
эксплуатации, проанализированы ранее в работах
[5, 6], а в данной работе приведены результаты более чем полугодового систематического наблюдения за процессом прохождения ТП.
[2] В числителе приведено
количество блоков, проходивших ТП в данный промежуток времени,
а
в знаменателе – количество выявленных на этап ТП дефектов.
 :::
МОИ САЙТЫ
:::
:::
МОИ САЙТЫ
:::









{kind=link}